
براي شکل دادن صفحات فلزي از عمليات برش، فرم و کشش استفاده مي شود. که معمولا اين عمليات را پرسکاري يا سنبه کاري مي نامند. چون عمل برشکاري ساده تر از فرم و کشش بوده و مبناي عمليات بعدي خواهد بود لذا ابتدا مورد بحث قرار مي گيرد.
تجزيه برش:
همانطوريکه در شکل (۱) مشاهده مي گردد نيروهاي وارد بر صفحه در حال برش توسط سنبه و ماتريس را نيروهاي برش مي نامند. که نيروهايي هستند مساوي و مختلف الجهت به فاصله کمي از يکديگر روي فلز اثر مي کنند. اين نيروها تنشي در فلز ايجاد مي کنند که تنش برشي ناميده مي شود. و سرانجام باعث بريده شدن فلز مي گردد. مقاومت حاصله از طرف فلز در برابر نيروهاي برش را مقاومت برشي فلز مي نامند.
لقي:
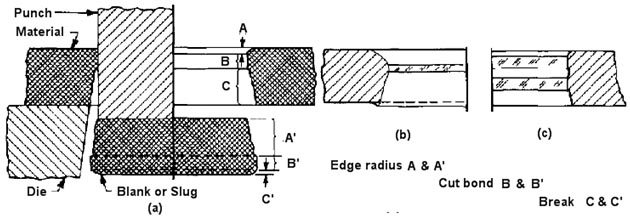
بريده شدن فلز با سنبه و ماتريس بستگي به فاصله بين نيروهاي برش دارد که اين فاصله را لقي ميگويند. مقدار لقي بين سنبه و ماتريس براي يک برش مطلوب بسيار حائز اهميت بوده بطوريکه براي مثال اگر فرض کنيد که فاصله نيروهاي برش (لقي) به اندازه ضخامت ورقي باشد که قرار است بريده شود طبيعي است که فلز قبل از بريده شدن داخل ماتريس مي شود و بجاي بريده شدن کشيده و قطع مي شود در نتيجه سطح قطعه بريده شده بعلت زياد بودن لقي مطلوب نخواهد بود برابر آزمايش فوق لقي قالب بايستي برابر درصدي از ضخامت ورق باشد. ( در حدود ۵ تا ۱۵ درصد) آزمايشات فوق بر روي صفحات بين ۱ تا ۵ ميلي متر انجام شده اما تئوري برش صفحات فلزي براي هر ضخامتي يکسان است چنانکه همين آزمايشات بر روي ورقه هاي فلزي با ضخامت چند دهم و بيشتر از ۳ ميلي متر نيز انجام گرفته و نتايج مشابهي بدست آمده است. اشکال زير بيانگر لقي هاي مختلف مي باشد شکل (a) لقي بصورت استاندارد بوده و هر سه مشخصه برش ( شعاع لبه ، ناحيه برش و ناحيه شکست) در آن به اندازه مي باشد. شکل (b) بيانگر لقي بيش از حد است که در آن شعاع لبه بزرگ شده ، ناحيه برش کوچک شده و ناحيه شکست نيز بزرگ مي شود. شکل (c) نشانگر لقي کم مي باشد. که باعث ميشود شعاع لبه و ناحيه شکست کوچک شود و در عوض ناحيه برش بزرگتر مي شود.
حتي در برش فلز با قيچي هاي دستي و ماشيني و همچنين در بريدن ميله يا مفتول هاي فلزي نيز نتيجه مشابهي دارد از نظر جنس ورق نيز علي رغم اينکه آزمايشات فوق بر روي فولادهاي کم کربن انجام شده اما در مورد ساير فلزات از قبيل آلومنيوم ، مس و فولادها آلياژي نيز يکسان است ولي سطح برش فلزات شکننده مانند منيزيم کمي فرق دارد.
اصطلاحات برش:
اگر از سنبه تيز و با تلرانس کمتر از ضخامت فلز جهت برش استفاده گردد. سطح برش تميز تري مطابق (شکل ۳) بوجود مي آيد همانطوريکه در شکل نشان داده شده سطح بريده شده صفحات فلزي شامل چهار قسمت مي باشد.
- قسمت برجسته
- قسمت شکننده (پارگي)
- قسمت صاف و براق
- قسمت دايره اي شکل (تغيير فرم)
اين چهار قسمت در هر دو سطح بريده شده بر سينه سنبه و ماتريس نمايان است اما با حالت معکوس قسمت دايره اي شکل بيانگر ورود فلز به فضاي بين سنبه و ماتريس مي باشد بطوريکه قسمت نسبت مستقيمي با افزايش تلرانس و نرمي فلز دارد.
ويژگيهاي برش:
مقعر شدن قطعه کار:
هرگاه ورقه فلزي در حين برش تحت نيرويي محکم در جاي خود ثابت نشود يک شکل کاسه اي بخود مي گيرد . بعد از جدا شدن قطعه از ماتريس گوديهاي روي قطعه باقي خواهد ماند، براي جلوگيري از بوجود آمدن اينگونه تغيير شکلها بايد ورقه فلزي را بوسيله صفحه تحت فشار ( روبنده) نگه داشت.
تغيير شکل حاصل از نزديک بودن قطعات بريده شده:
بعضي اوقات لازم است که سوراخهايي نزديک به همديگر به کناره ورق فلزي تعبيه شود. وقتيکه اينگونه برشها يکي پس از ديگري انجام ميگيرد، تغيير شکلها در قطعات اتفاق مي افتد.
سايش در قالبها:
لبه هاي برنده سنبه و ماتريس بطريق مشابهي سائيده مي شوند. سائيدگيهايي که روي سطح قالبها و گوشه هاي آنهاست بوسيله سنگ زدن از بين خواهد رفت، ولي سائيدگيهايي که در قسمت عمودي سنبه و ماتريس مي باشند با سنگ زدن از بين نخواهند رفت. اغلب اينگونه سائيدگيها باعث مي شود که سنبه کوچکتر و ماتريس بزرگتر شود و در اين صورت تلرانس افزايش مي يابد. قسمت صاف لبه برش به کناره هاي سنبه يا ماتريس مي چسبد . همچنين سائيدگيها در قسمت عمودي سنبه و ماتريس باعث تغييراتي در اندازه قطعات بريده شده مي شود.