وسعت عملیاتی که توسط قالب می توان روی فلزات انجام داد بسیار زیاد است و بستگی کامل به طرح و ساخت قالب دارد. اگر مقدار تولید بالا باشد قالب کامل تر و اگر تعداد قطعه مورد نیاز کم باشد قالب ساده تری ساخته می شود.
مزایای تولید بوسیله قالب عبارتند از:
- سطح تولید بالا می رود.
- قطعه تولیدی ارزانتر تمام می شود.
- قطعات دارای اندازه یکسان هستند.
- قطعات تولیدی تمیزتر و دقیقتر به دست می آیند.
برای طراحی یک قالب پرس بایستی خیلی از مسائل مربوط به پرسکاری مانند پرسها، قالبها، طرز استفاده از قالبها و قطعه ای که می خواهیم تولید کنیم را مورد مطالعه و بررسی قرار داده و طرحی را ارائه دهیم که از هر لحاظ با صرفه و قابل توجه بوده و در مدت زمان کمتری قطعات تولیدی زیادی ارائه دهد.
در اینجا برای آشنایی بهتر با موضوع، یک قالب برش را مورد مطالعه قرار بدهیم و ضمن توضیح قستمهای اصلی آن شرح کار هر یک را بیان می کنیم.
بطور کلی یک قالب برش از قسمتهای سنبه و ماتریس – کفشکهای بالا و پائین – توپی – میل راهنما ها و بوش راهنما –- بیرون انداز یا روبند – پین استاپ – ضربه گیر – سنبه گیر – پین انگشتی و غیره تشکیل شده است.
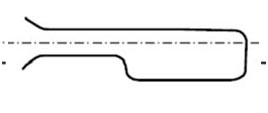
همانگونه که در شکل مشخص است قالبها از دو نیمه بالایی و پائینی تشکیل شده اند. معمولا نیمه بالایی محل استقرار سنبه ها بوده و همچنین توپی نیز به کفشک بالائی بسته می شود.
شمای کلی از یک قالب برش اسکن شود
عوامل اصلی تشکیل دهنده یک قالب برش عبارتند از:
- عوامل استقرار اجزاء قالب (کفشک ها)
- عوامل کنترل و هدایت مسیر صحیح دو نیمه قالب (میل راهنماها – بوش راهنما – نگهدارنده میل راهنما و صفحه راهنما)
- عوامل برنده ( سنبه و ماتریس که عوامل اصلی قالب هستند)
- عوامل تخلیه قالب ( بیرون اندازها – روبند و غیره)
- عوامل اتصال دهنده قالب و سایر عوامل دیگر (پیچ و پین – استاپهای انگشتی و …)
حال به تشریح هر یک از اجزاء می پردازیم.
- سنبه ( Punch):
یکی از اساسی ترین قسمت قالب سنبه است که جنس آن عموما از فولادهای SPK و SPKR می باشد و قسمت بالایی بصورت پله ای یا پخ و یا بصورت قلاب ساچمه ای می باشد تا بتوان توسط سنبه گیر در جای مناسب خود قرار گیرد. سنبه ها را بعد از ساخت توسط عملیات حرارتی آبکاری نموده و بعد از سخت شدن لبه های برنده آن را سنگ می زنند. این عمل از خرابی سریع لبه سنبه و خرج اضافی جهت تیز کردن پی در پی آن می کاهد.

در قدیم سنبه های بزرگتر را توسط دستگاه مخصوص سنبه تراش بنحوی می ساختند که لبه مناسب در انتهای سنبه ایجاد شود. این لبه عمل بستن سنبه به کفشک بالایی را آسان می کند ولی امروزه با ماشین آلات CNC می توان همه نوع سنبه را تولید نمود.
- ماتریس( Die):
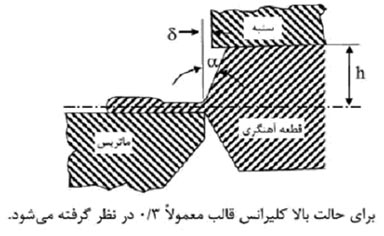
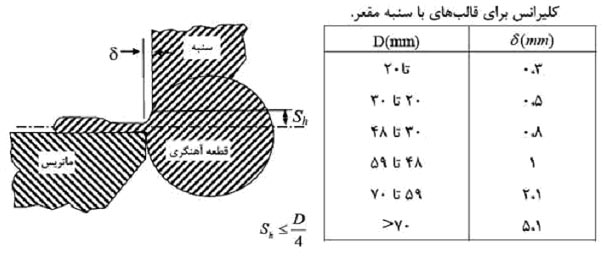
ماتریس نیز اکثرا از جنس فولادهای سنبه ساخته می شود و تلرانس بین سنبه و ماتریس باید مقدار معینی باشد زیرا در غیر اینصورت یا قطعه کار مطابق ابعاد خواسته شده تولید نمی شود و یا اگر تلرانس زیاد باشد قطعه بجای بریده شدن، داخل ماتریس شده و با حالت کشش پاره می شود.
برای اینکه قطعات بتوانند براحتی از داخل ماتریس بیرو ریخته شوند، فقط قسمتی از سر ماتریس مطابق قطعه کار بوده و بقیه آن تا انتها گشادتر می باشد.
ماتریس توسط چند پیچ و پین به کفشک پائین بسته می شود تا نسبت به سنبه ها در جای مناسب قرار گرفته و لبه سنبه و ماتریس با هم درگیر نشوند تا از شکست احتمالی جلوگیری شود و در عین حال لقی از هر طرف یکسان باشد.
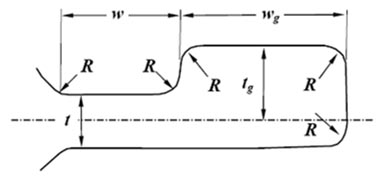
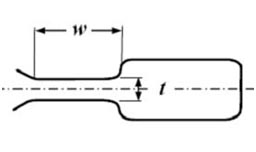
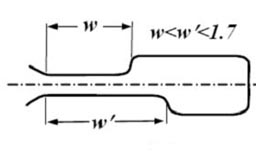
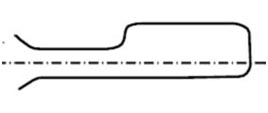
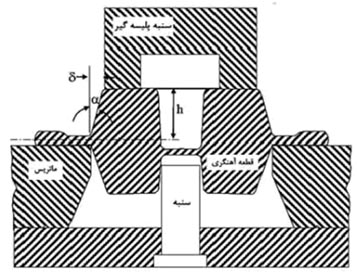
بعضی از ماتریس ها که ساخت آنها بصورت یک تکه مشکل بوده و یا خیلی بزرگ باشند، بصورت چند تکه ساخته می شوند و به روشهای مختلف به یکدیگر متصل می شوند. یک نمونه از چنین ماتریس هایی در شکل زیر وجود دارد.
- کفشک ها (Shoes):
کفشک ها عامل استقرار قطعات قالب هستند .معمولا کفشک ها در بالاترین و پائین ترین قسمت قالب قرار می گیرند. اشکال زیر چند نوع کفشک را نشان داده است. بر روی کفشک قطعات مختلفی متصل می شوند که به شرح زیر هستند.

۱-۳ میل راهنما ( Guide pin)
معمولا در داخل کفشک پائین پرس می شود و در کفشک بالائی ( در داخل بوش راهنما) حرکت لغزشی دارند و عمل کنترل و هدایت مسیر صحیح دو نیمه قالب را انجام می دهند.
 ۲-۳ بوش راهنما ( boshing Guide pin)
۲-۳ بوش راهنما ( boshing Guide pin)
بوش راهنما در داخل کفشک بالائی پرس می شود و چون سوراخ داخلی بوش راهنما از جنس میل راهنما نرم تر است امکان خراب شدن میله راهنما را از بین برده و همچنین عمل روغنکاری مسیر میل راهنما را فرآهم می سازد.
 ۳-۳ نگهدارنده میل راهنما
۳-۳ نگهدارنده میل راهنما
وقتی طول میل راهنما بلند باشد، جهت جلوگیری از خم شدن یا شکستن آن، توسط نگهدارنده میل راهنما که بر روی کفشک پائین قرار می گیرد ضمن محدود کردن طول آزادی میل راهنما به تقویت آن نیز کمک می شود.
۴-۳ توپی
توپی ها در انواع مختلف تهیه و به بازار عرضه می گردد که بر اساس بزرگی و کوچکی قالب از آنها استفاده می نمایند. توپی از یکطرف به کفشک بالائی پیچ شده و از طرف دیگر در دهانه یا گلوئی فک بالائی پرس که متحرک است بسته می شود. بدین ترتیب با حرکت قسمت بالائی پرس، قالب کار خود را انجام می دهد. شکل زیر بیانگر توپی می باشد.
اصولا برای نقشه کشی و ترسیم قالبها و کفشک ها بایستی کفشک بالائی را از کفشک پائینی جدا کرده و نماهای مورد نیاز کفشک پائین را ترسیم نموده و سپس با مشخص کردن محور برش در مقطع ترسیم شده، نماهای برش خورده را برای هر دو کفشک ترسیم کرد.
۴- پین استاپ
برای اینکه قطعه در آمده از ورق با کمترین دورریز تولید گردد. بایستی ورق در ایستگاههای معینی توقف کرده و سپس عمل برش روی آن انجام شود. برای این منظور از پین استاپ یا نگهدارنده استفاده می نمایند. همچنین در ایستگاه دوم نیز در اثر وجود پین استاپ در جلو سوراخی که بر روی ورق ایجاد شده، ورق مجددا متوقف شده و عمل برش دوباره انجام می شود.
 ۵- قرار انگشتی
۵- قرار انگشتی
در مراحل اولیه کار ممکن است چند قطعه بصورت ناقص تولید گردد، که اگر قرار باشد از نوارهای کوتاه استفاده شود، تولید مقرون بصرفه نخواهد بود. لذا بمنظور جلوگیری از ضایعات در مراحل اولیه، بسته به طراحی قالب و تعداد ایستگاههای موجود از یک یا چند پین انگشتی استفاده می نمایند.
پین انگشتی که روی روبند جا زده می شود. طوری است که وقتی آنرا به داخل فشار می دهیم، در داخل روبند وارد کانال شده و بصورت زبانه ای سد راه ورق میگردد و بدین طریق ورق را در یک موقعیت مناسب موقتا نگه می دارد، تا عمل برش بر روی آن انجام شود.
 ۶- روبند ، پران و ورق گیر (Striper)
۶- روبند ، پران و ورق گیر (Striper)
روبند ضمن اینکه کانالی است برای هدایت و عبور ورق عمل بیرون اندازی ورق سوراخ شده را از روی سنبه انجام می دهد اگر روبند در قالب وجود نداشته باشد، ورق پس از سوراخ شدن، در روی پیرامون سنبه گیر می کند و در نتیجه در ادامه حرکت ورق در داخل کانال قالب اختلال بوجود می آید. اصولا دو نوع روبند در قالب ها وجود دارد نوع اول بصورت فنر بر روی سنبه سوار می شود و با هر ضربه پرس بالا و پائین می آید و نوع دوم آن که کانال ورق هم بر روی آن تعبیه می شود، بصورت ثابت بر روی ماتریس بسته می شود. شکل های زیر بیانگر انواع روبند ها می باشد.
 ۷- ضربه گیر( Retainer)
۷- ضربه گیر( Retainer)
چون جنس سنبه سختتر از جنس کفشک می باشد لذا اگر سنبه بر روی کفشک مونتاژ شده باشد، بر اثر کار قالب، سنبه در داخل کفشک فرو می رود برای جلوگیری از این عیب و کم کردن خطر شکستن سنبه ها از ضربه گیر استفاده می گردد. ضربه گیر بین سنبه گیر و کفشک بالائی قرار گرفته و هنگام بستن سنبه گیر توسط پیچ ها ، ضربه گیر نیز محکم می شود. دو نوع ضربه گیر وجود دارد: نوع اول ضربه گیر هایی که از صفحه هایی با جنس های نرم و انعطاف پذیر ( لاستیک های سخت، فلزات نرم) استفاده میشود، نوع دوم ضربه گیرهای فنری می باشد. شکل زیر نشان دهنده مطالب فوق است.
 ۸- سنبه گیر
۸- سنبه گیر
سنبه گیر وسیله ای است که برای استقرار سنبه بر روی کفشک بکار می رود.