طراحی محل تجمع پلیسه ( Flash Gutter )
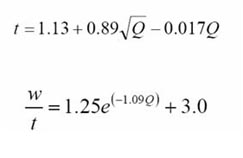
ضخامت تقریبی پلیسه از روابط تجربی زیر محاسبه میگردد:
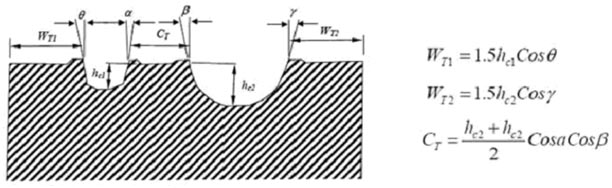
۱- برای قطعات فورج متقارن محوری
![]() ۲- برای فورج قطعات گوشه دار
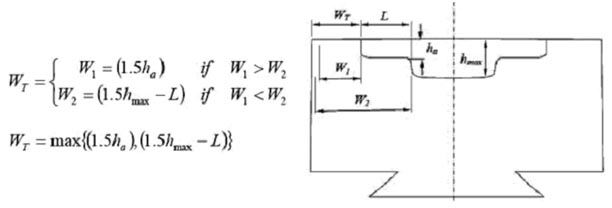
۲- برای فورج قطعات گوشه دار
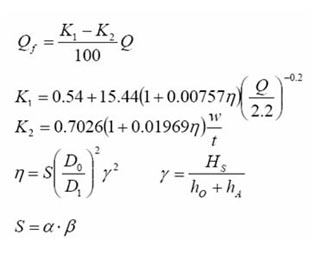
![]() ۳- برای اشکال مختلف به غیر از دو مورد فوق
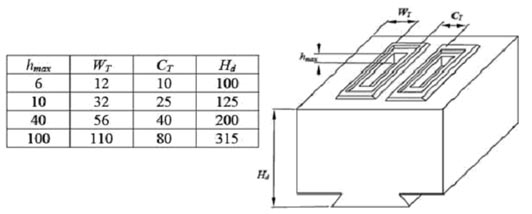
۳- برای اشکال مختلف به غیر از دو مورد فوق
![]()
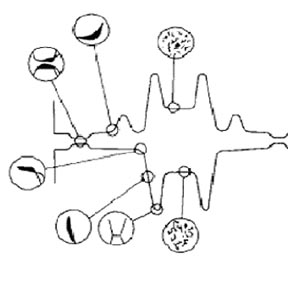
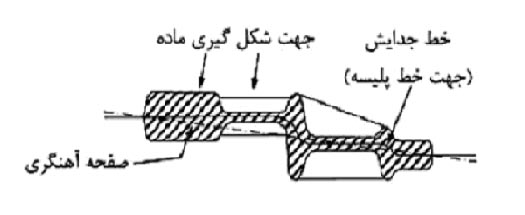
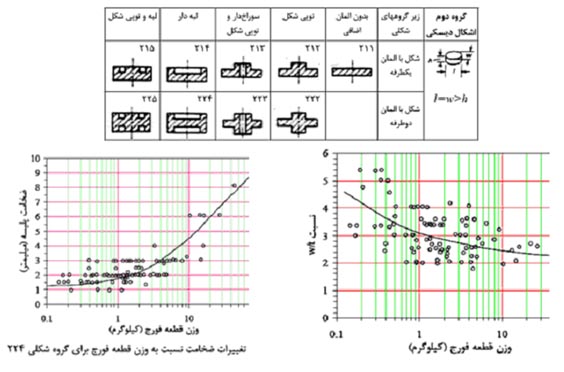
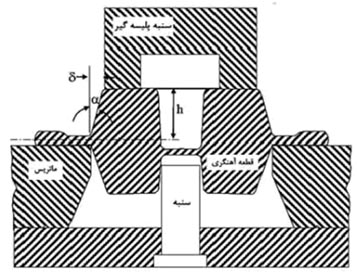
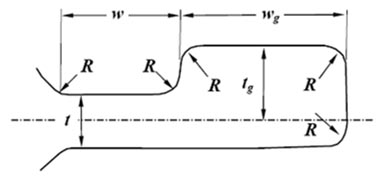 ۱-۲-۳-۱۱- انواع پلیسه در قطعات فورج
۱-۲-۳-۱۱- انواع پلیسه در قطعات فورج
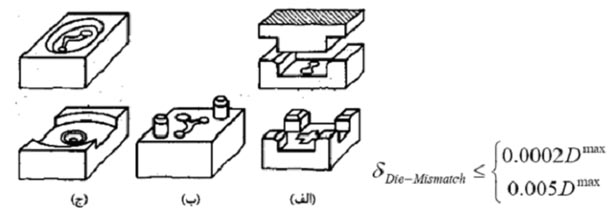
- در این حالت تمام حفره اضافه سرریز در قالب بالایی تعبیه می شود.
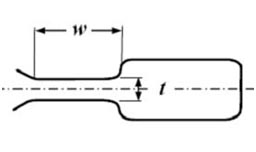 این مورد در مواقعی که حفره در قالب پایینی عمیق تر می باشد استفاده می شود.
این مورد در مواقعی که حفره در قالب پایینی عمیق تر می باشد استفاده می شود.
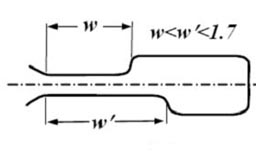 این نوع از سرریز در قطعات متقارن مورد استفاده قرار می گیرد.
این نوع از سرریز در قطعات متقارن مورد استفاده قرار می گیرد.
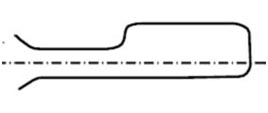 ۴- این نوع فلش برای افزایش عمر محل سطح تماس سرریز برای قالب پایینی در نظر گرفته می شود. که باعث قرار گیری بهتر قطعه در قالب برش می شود.
۴- این نوع فلش برای افزایش عمر محل سطح تماس سرریز برای قالب پایینی در نظر گرفته می شود. که باعث قرار گیری بهتر قطعه در قالب برش می شود.
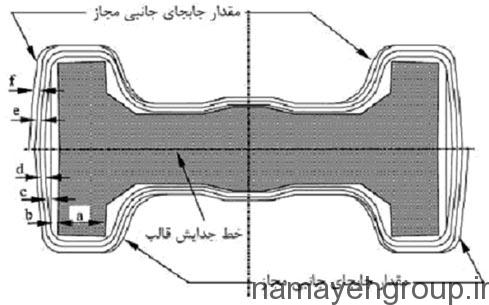
 ۱-۲-۳-۱۲- محاسبه وزن فلش در قطعات فورج
۱-۲-۳-۱۲- محاسبه وزن فلش در قطعات فورج
این محاسبات بصورت زیر انجام میشود:
۱-۲-۳- ۱۳- استفاده از گروه بندی شکلی در طراحی سرریز Flash
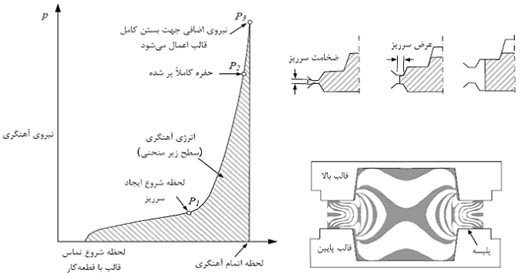
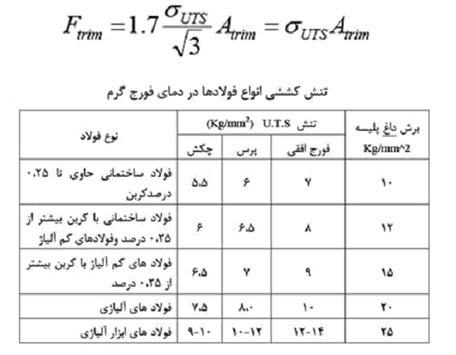
۱-۲-۳-۱۴- محاسبه فشار، بار و انرژی در آهنگری قالب بسته
بطور کلی محاسبه بارهای فورج به دو روش زیر انجام می شود:
- روش تجربی: فرمولهای تجربی بدست آمده از آزمایش و تجربیات گذشته با استفاده از جریان فلز و برآورد پیچیدگی شکل قطعه فورج بکار برده می شوند
- روش محاسباتی: در این روش یک فرآیند فورج بصورت ترکیبی از چندین جز در نظرگرفته می شود و نیروها و تنشها برای هر جز محاسبه شده و سپس با یکدیگر جمع می شوند تا بار و تنش های کل فورج بدست آید.
۱-۲-۳-۱۵- روشهای تجربی جهت پیش بینی نیروی فورج
بار ماکزیمم فورج برای یک قطعه معین توسط یک فرمول تجربی بدست می اید که نتایج آن معمولا دارای دقت کافی است، این پیش بینی تجربی هیچگونه اطلاعات مفصلی در مورد توزیع تنش یا جریان ماده و یا مکانیک فورج بدست نمی دهد.
طراحی ابعاد قالب
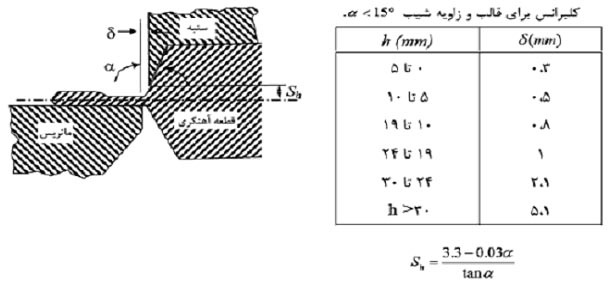
چنانچه حفره قالب دارای زاویه در دیواره ها باشد:
طراحی ابعاد بیرونی قالب بصورت تجربی
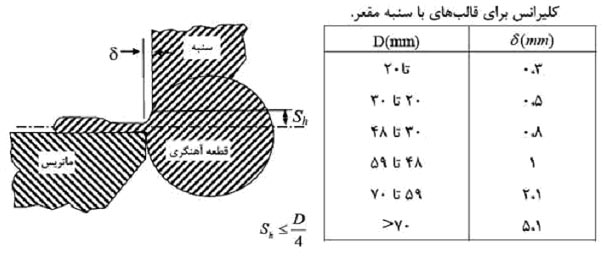
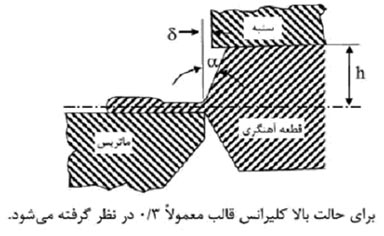
۱-۲-۳-۱۷- طراحی قالبهای پانچ و تریم
در پروسه فورج برای جداسازی فلش از قطعه کار و آرایش نهایی احتیاج به یک قالب تریم می باشد که در هنگام طراحی آن باید به یک سری نکات مهم توجه کرد که به شرح زیر است:
- لبه های برش برای حصول کیفیت لازم باید تیز و مناسب باشند.
- یک وسیله برای موقعیت دهی مناسب قطعه در قالب در نظر گرفته شود.
- سنبه در حین فرآیند باید با سطح قطعه کار تماس داشته باشد تا از تغییر شکل یا فشردن قطعه جلوگیری بعمل آید. در ضمن قالب باید از جنس مقاوم به سایش انتخاب گردد.
- قالب باید به گونه ای طراحی گردد که قطعه به راحتی بیرون افتد.
- پلیسه باید به گونه ای از اطراف سنبه خارج گردد.
- پرس باید دارای قدرت کافی باشد تا یک برش تمیز و دقیق را در اطراف محیط برش انجام دهد.
۱-۲-۳-۱۸- سنبه های لبه دار
۱-۲-۳-۱۹- سنبه های مسطح و بدون لبه
۱-۲-۳-۲۰- نیروی مورد نیاز جهت ایجاد برش صحیح
۱-۲-۳-۲۱- سنبه های مسطح و بدون لبه
۱-۲-۳-۲۲- سنبه های لبه دار مدور