ملاحظات ابعادی جهت ماشینکاری
به دلیل شیب دار بودن و اکسید شدن سطوح قطعات فورج شده و یا وجود ترکهای سطحی ، کربوره شدن و تغییر شکل در عملیات حرارتی لازم است که قطعه کمی بزرگتر ساخته شود تا بعد از عملیات فورج این مقدار اضافی توسط ماشین کاری برداشته شود و سطوح دقیق ، صاف و عاری از عیوب حاصل گردد و به میزان اضافی مواد اضافه ماشینکاری گویند.
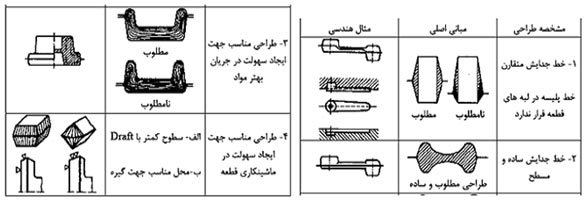
۱-۲-۳-۵- شیب دیواه قالب (Draft)
جهت اطمینان و ایجاد سهولت خروج قطعه از داخل قالب از طراحی شیب دیواره قالب برای دیواره های عمودی داخلی و خارجی قطعه استفاده می شود.
۱-۲-۳-۶- ملاحضات ابعادی جهت سایش قالب
سایش قالب به مقدار قابل ملاحظه ای به درجه حرارت و استحکام قطعه بستگی دارد. محدوده سایش قالب تعیین کننده زمان تعمیر قالب است. معمولا جهت سایش مجاز قالب نباید مقدار بیشتر از پنج برابر بزرگترین تلرانس مجاز قطعه ماشینکاری شده را در نظر گرفت.
۱-۲-۳-۷- ترتیبات ترمودینامیکی عملیات آهنگری
ترتیب ترمودینامیکی آهنگری بایستی از نمودار فازهای آلیاژی ماده اولیه منحنی درجه حرارت پلاستیسیته و ترتیب حالت تنش در طول عملیات آهنگری تعیین شده باشد. بنابر این بایستی خصوصیات متالوژیکی قطعه کار از قبیل درجه حرارت دانه بندی مجدد، اندازه دانه ها نوع عناصر آلیاژی، وضعیت کارسختی و تجزیه عناصر و غیره کاملا مشخص باشد.
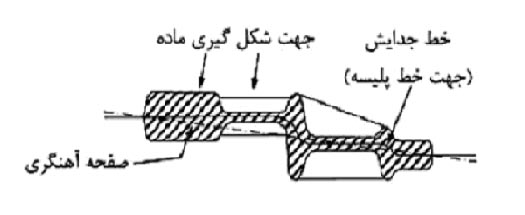
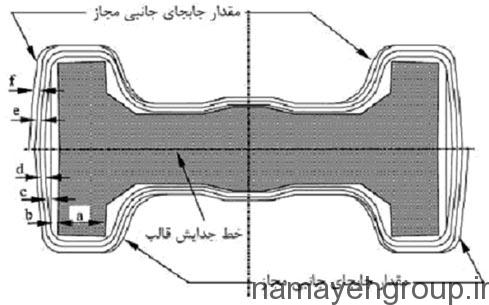
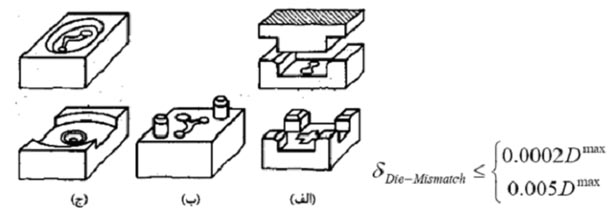
۱-۲-۳-۸- انحرافات جانبی و جفت نشدن قالب
بدلیل ایجاد نیروهای جانبی در حین آهنگری که معمولا از زاویه داشتن سطح جدایش و یا شیب دار بودن قطعه بوجود می آید نیروهای جانبی ایجاد می شود. در این حالت می توان از میل راهنما، دیواره راهنما، صفحات سایشی و تکیه گاه داخلی قالب یا چرخش قطعه جهت کم کردن نیروهای جانبی استفاده نمود.
جهت حل مشکل نیروی جانبی که باعث جابجایی قالب می شود دو راه حل ارائه شده است:
- استفاده از تکیه گاههای داخل قالب می باشد که معایب فراوانی مانند سایش بالا در قالب و امکان ترکیدن و شکستن سریع قالب را به همراه دارد.
- چرخش قطعه به اندازه ایی صورت بگیرد که برآیند جانبی نیروهای موثر بر روی سطح داخلی حفره قالب ناشی از فشار هیدرواستاتیک فلز شکل پذیر در مجموع صفر گشته و باعث حرکت جانبی قالب نشود.

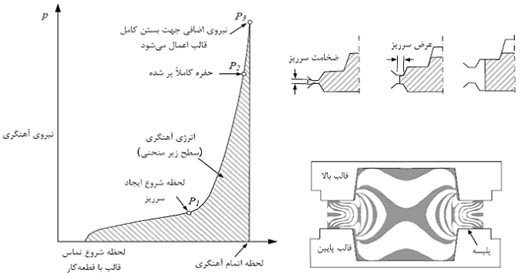
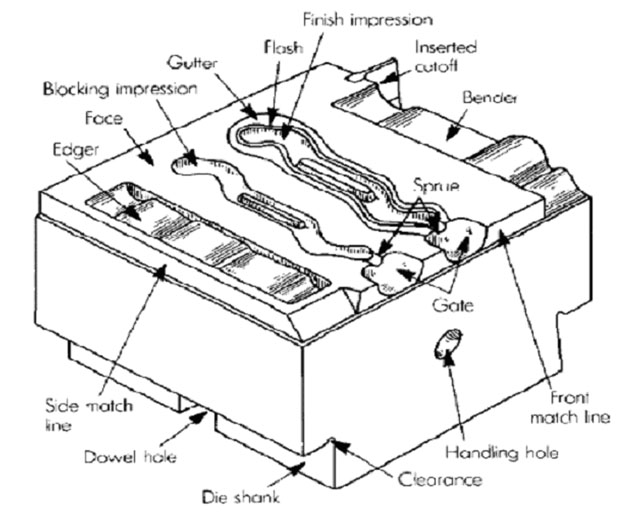
۱-۲-۳-۹- طراحی ابعاد فلش در قالب
هدف اصلی از قرار دادن شیار سر ریز در اطراف حفره قالب بسته آهنگری، شامل جلوگیری از بالا رفتن بار بیش از حد ماشین به هنگام استفاده از فلز اضافی در حفره قالب و همچنین حصول اطمینان از پر شدن قالب بوده و طراحی مناسب برای سر ریز یک قالب بایستی پر شدن کامل قالب را نیز بدنبال داشته باشد. به عبارت دیگر مقاومت جریان فلز در شیار سر ریز بایستی بیشتر از مقاومت در مقابل جریان فلز در حفره قالب و در حین پر شدن آن، باشد. انتخاب نامناسب ابعاد سر ریز، عمر قالب را کم می کند. بنابر این تعیین مقاومت فلز در طول جریان بداخل فضای سر ریز مسئله بسیار مهمی است. فشار هیدرواستاتیک آهنگری در اثر کاهش ضخامت و افزایش پهنای سر ریز افزایش می یابد که علت آن ترکیبی از عوامل زیر می تواند باشد:
- افزایش محدودیت هندسی در مقابل جریان فلز
- افزایش نیروهای اصطکاکی
- کاهش درجه حرارت فلز در شکاف و افزایش تنش جریان فلز